一、数控车床
1.数控车床仿真软件介绍
(1)软件名称:斯沃数控仿真软件(SWCNC)
2.数控仿真软件面板操作
参考《斯沃数控仿真软件教学资料》
3.数控铣床仿真软件参数设置
(1)打开界面:默认数控系统为FANUC OiT,即数控车床FANUC系统,点击右下角“运行”
(2)基础设置:
①开机准备:点击“急停”旋钮
 ,此时机床解除急停状态→点击“程序保护”旋钮
,此时机床解除急停状态→点击“程序保护”旋钮
 ,此时机床可以编辑程序→点亮“REF回原点”按钮
,此时机床可以编辑程序→点亮“REF回原点”按钮
 (第一行第5个按钮)切换到反参模式,→依次点击“手动进给Z轴”
(第一行第5个按钮)切换到反参模式,→依次点击“手动进给Z轴”
 ,“手动进给X轴”
,“手动进给X轴”
,此时右上面板出现
,表明X,Z轴回参考点。
②机床参数设置:菜单栏选择机床操作→参数设置→机床参数,设置成现有机床对应的参数。
③刀具管理:菜单栏选择机床操作→刀具管理,添加所需类型的刀具(如外圆刀、螺纹刀等),并设置其参数→在刀具数据库列表里选中刚添加的刀具→选择刀位号添加至刀盘→转到加工位。
④显示设置:菜单栏选择视窗视图,可实现设置机床、毛坯、刀具、切削液等显示形式等功能。
⑤毛坯设置:菜单栏选择工件操作→设置毛坯,设定毛坯的材质及尺寸→工件装夹,选择合理的装夹方法,并调整装夹位置。
4.对刀
(1)第二行命令栏,切换为二维显示
 , MDI手动输入方式(1行3)
, MDI手动输入方式(1行3)
 ,点右上角操作面板的程序
,点右上角操作面板的程序
 , 左边界面窗口,点MDI下面的按键,
, 左边界面窗口,点MDI下面的按键,
 ,输入MO3S500,(M03为主轴正转,转速S为500r/min), 回车换行
,输入MO3S500,(M03为主轴正转,转速S为500r/min), 回车换行
,得到
 ,插入
,插入
(点
,可选择上下指令。输错编程字母就取消
 ,删除
,删除
 ,替换
,替换
 ,选择
,选择
上下字母
。)
(2)回到右下面板。循环启动(5行2)
,JOG手动进给(1行6)
 ,点
,点
, 再点
 和
和
 ,使车刀Z方向靠近工件;点
,使车刀Z方向靠近工件;点
,使车刀X方向靠近工件。
(3)微调。点击右上面板
,切换到坐标方式。回到右下面板,(1行8)手轮进给
。再点击机床界面左上角,
 ,打开手轮界面
,打开手轮界面
,方向指向Z,倍率为X100。慢速接近工件,观察右上面板的坐标,直到大概越过右端面0.5到1mm。再换X调节
。结果如图
(4)在Z方向对刀,需试切一刀。Z方向保持不变,点
,再
,直到越过轴线(白线)
。再从X方向退出,
。点右上面板,
,点补正
,然后形状
,点
把光标移动到Z向
 ,输入Z0,
,输入Z0,
,再点测量,Z轴对刀完成。
(5)在X方向对刀。点
,在切外圆,X方向不变,
。再沿Z方向退出
。停主轴,点
。
(6)测量工件直径。最上面的命令栏,工件测量,距离测量。把鼠标移到工件右上方的绿点,使它变成白点
,记下直径值,比如
。再点测量退出
。点
,把光标移动到X,
,输入 X77.194,(注意小数点至少保留两位,比如77.00,后面两个零也要输进去)。数值发生更改,比如
。
5.程序输入(或导入)与运行:
(1)点击“编辑EDIT”按钮
,点右上角操作面板的程序
,在左侧窗口点击DIR
,输入“O4587;”
,(华中系统为%4587,FANCU系统为O4587。注意O不是零),后面四位数字任意选择,但不与已有的程序号重复。然后点击插入“insert”按键
,窗口出现
。
(2)从外部导入程序或手动输入程序:
①从外部导入程序
在桌面上新建记事本,输入程序
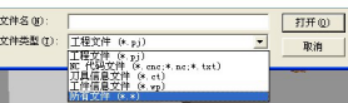
,在软件最左边的一栏,点“打开”
,(如果有提示是否保存当前文件,则点否),文件类型改为所有文件,
,程序窗口变为
 ,点击“自动AUTO”按钮
,点击“自动AUTO”按钮
 ,点击左边一栏的“关舱门”
,点击左边一栏的“关舱门”
 。右下面板,点击“循环启动”按钮
。右下面板,点击“循环启动”按钮
 ,此时程序运行。如果要单段运行程序,则点击“单步”按键
,此时程序运行。如果要单段运行程序,则点击“单步”按键
,再点循环启动按钮。
②手动输入程序:
点击
 ,将光标移动到下一行,
,将光标移动到下一行,
 ,输入程序,往后的步骤同自动编程。
,输入程序,往后的步骤同自动编程。
6.零件加工仿真
零件1:台阶轴的仿真加工

7.完成以上练习件的加工仿真及实训报告:
二、数控铣床
1.数控铣床仿真软件介绍
(1)软件名称:斯沃数控仿真软件(SWCNC)
2.数控仿真软件面板操作
参考《斯沃数控仿真软件教学资料》
3.数控铣床仿真软件参数设置
(1)打开界面:默认数控系统为FANUC OiM,即数控铣床FANUC系统,点击右下角“运行”

(2)基础设置:
①开机准备:点击“急停”旋钮
,此时机床解除急停状态→点击“程序保护”旋钮
 ,此时机床可以编辑程序②点亮“REF回原点”按钮
,此时机床可以编辑程序②点亮“REF回原点”按钮
(第一行第5个按钮)切换到反参模式,→依次点击“手动进给Z轴”
,“手动进给X轴”
 ,“手动进给Y轴”按钮
,“手动进给Y轴”按钮
 ,此时右上面板出现
,此时右上面板出现
 ,表明X,Y,Z轴回参考点。
,表明X,Y,Z轴回参考点。
②机床参数设置:菜单栏选择机床操作→参数设置→机床参数,设置成现有机床对应的参数。
③刀具管理:菜单栏选择机床操作→刀具管理,添加所需类型的刀具(如端铣刀、球刀等),并设置其参数(如刀杆长度、直径等,刀具名称一定要填写)→在刀具数据库列表里选中刚添加的刀具→选择刀位号添加至刀库→添加到主轴。
④显示设置:菜单栏选择视窗视图,可实现设置机床、毛坯、刀具、切削液等显示形式等功能。
⑤毛坯设置:菜单栏选择工件操作→设置毛坯,设定毛坯的材质及尺寸→工件装夹,选择合理的装夹方法(如直接装夹或台虎钳装夹等),并调整装夹位置。
4.对刀
①确保刀具远离工件,不产生碰撞。
②对刀过程:
A)试切法对刀:
第一步:主轴正转
点击“MDI”按钮
切换到手动输入MDI模式→点击右上角操作面板的“程序”按钮
→左边界面窗口,点MDI下面的按键

,输入M03S500,(M03为主轴正转,转速S为500r/min),点击“回车换行”按钮
,得到
→点击“插入”按钮
)→点击“循环启动”按钮
,此时主轴以500r/min旋转。
第二步:X轴对刀
点击“手动进给方式JOG”
 →点击
→点击
,再点击
,使车刀沿X方向靠近工件, Y、Z方向同理,如果刀具离工件距离很远,可点快速进给
,快速接近工件,直至下图状态:
→快接近工件时可点击“手轮进给”
 →点击机床界面左上角,
→点击机床界面左上角,
 ,打开手轮界面
,打开手轮界面
,切换X调节
 ,倍率切换到X10,逆时针旋转手轮直至正好切到工件(有少量切屑),如下图所示:
,倍率切换到X10,逆时针旋转手轮直至正好切到工件(有少量切屑),如下图所示:

→手轮切换到Z轴,抬刀到工件上方,此时X、Y轴保持不变→点击复位键
 ,此时主轴停转→点击
,此时主轴停转→点击
 键,切换到相对位置
键,切换到相对位置
 ,点击
,点击
按键,按下ORIGIN下方对应按钮
,此时X方向清零
→手轮模式下,点击“主轴正转”按键
,切换X调节
,倍率切换到X100,逆时针旋转手轮到工件X方向另一侧,如图所示:
→切换Z调节,逆时针旋转手轮到工件下方,注意不要碰撞到台虎钳,如图所示:
→切换X调节,倍率调到X10慢速接近工件,直至刚好切到工件,切出少量切削,如下图所示:

→手轮切换到Z轴,顺时针旋转手轮,沿Z轴正方向抬刀到工件上方,此时X、Y轴保持不变→点击复位键
,此时主轴停转→点击
键,显示X轴相对位置为
,将该数值除以二,即-111.959/2=-55.9795,约为-55.980,→将手轮切换为X轴,顺时针旋转手轮到X方向相对位置X-55.980,
,此时刀具在工件X方向中心处,即X0位置,如图所示:
点击复位键
→点击“参数输入”按键
,切换到坐标系
 ,点击“向下移动光标”按键
,点击“向下移动光标”按键
 ,直至光标移动到G54坐标系X处
,直至光标移动到G54坐标系X处
 ,即依次点击
,即依次点击
,即输入X0,点击测量按下方对应按键
 ,X0值自动设置为当前位置
,X0值自动设置为当前位置
,此时X方向对刀完成。
第三步:Y轴对刀
原理同X方向。
第四步:Z轴对刀
试切上表面:移动至刀具在工件左上角
→沿Z轴方向移动刀具直至切到工件

→X、Y轴往复运动切削上表面
→刀具沿X或Y方向远离工件→复位
→输入Z0
→点击“测量”按键
此时Z轴对刀完成。
B)寻边器对刀:
主轴卸下刀具→换上寻标器,菜单栏机床设置,寻边器选择,选择合适型号的寻边器→点击“主轴正转”按键(注意:寻边器转速不得过高,防止寻边器上下连接处断裂弹出伤人)→将寻边器快速靠近工件右侧
→快接近工件时切换到手轮模式X轴,倍率X10,向X轴负方向移动,直至寻边器上下同轴。
→同试切法对刀步骤对工件左侧→分中→设置G54坐标系。(注意:寻边器只能对X、Y轴)。对Z轴需换上相应刀具后再进行操作。
5.程序输入(或导入)与运行:
(1)点击“编辑EDIT”按钮
,点右上角操作面板的程序
,在左侧窗口点击DIR
,输入“O4587;”
 ,(华中系统为%4587,FANCU系统为O4587。注意O不是零),后面四位数字任意选择,但不与已有的程序号重复。然后点击插入“insert”按键
,(华中系统为%4587,FANCU系统为O4587。注意O不是零),后面四位数字任意选择,但不与已有的程序号重复。然后点击插入“insert”按键
,窗口出现
 。
。
(2)从外部导入程序或手动输入程序:
①从外部导入程序
在桌面上新建记事本,输入程序
,在软件最左边的一栏,点“打开”
,(如果有提示是否保存当前文件,则点否),文件类型改为所有文件,
 ,程序窗口变为
,程序窗口变为
,点击“自动AUTO”按钮
,点击左边一栏的“关舱门”
。右下面板,点击“循环启动”按钮
,此时程序运行。如果要单段运行程序,则点击“单步”按键
,再点循环启动按钮。
②手动输入程序:
点击
,将光标移动到下一行,
,输入程序,往后的步骤同自动编程。
6.零件加工仿真
7.完成以上练习件的加工仿真及实训报告:



