滑轮座是一个铸造零件,大部分外形不用加工。从而使零件的装夹难度增加和零件的定位不准。加工出来的零件不符合图纸的要求。特别是数控车床加工的凸台部分,公差小、精度高。只有制作专用的车用夹具才能进行加工。
如图所示零件的加工工艺
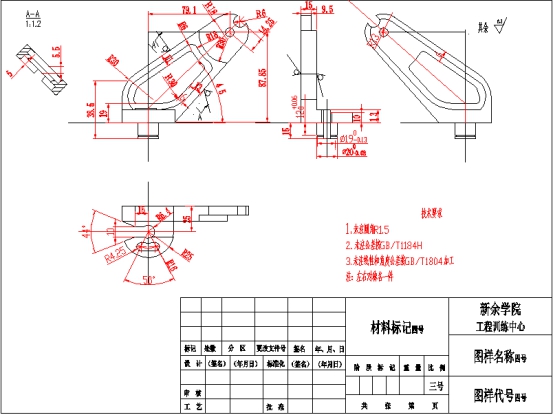
1. 铸造外形
2.钳工:找正划线,确定φ8.5孔的位置
3.钳工:钻φ8.5孔。
4.数控车:以φ8.5孔定位,车圆柱保证φ20尺寸、φ19弹簧槽以及87.85尺寸,钻φ12.8孔合图。
5.铣工:1.铣台阶保证尺寸9.5及R30圆弧。
6.铣圆弧R6、铣台阶保证10尺寸
7.铣腰槽及缺口合图
8.检验
9.打磨外形
10.上漆
为了更好的加工第二道工序只能设计一套车用的专用夹具,来保证零件的安装及精度。如图:
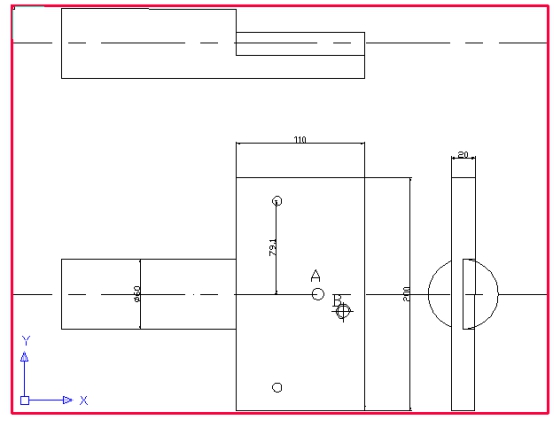
首先保证圆柱中心必须与车床的轴心一致。φ60圆柱用车床三爪固定并找正,在定位板上确定定位孔的位置,确保孔中心到轴心线尺寸为79.1mm。定位销A与定位孔形成夹角,保证零件中心与车床轴心成45°角。以螺钉B压板固定零件。如图:
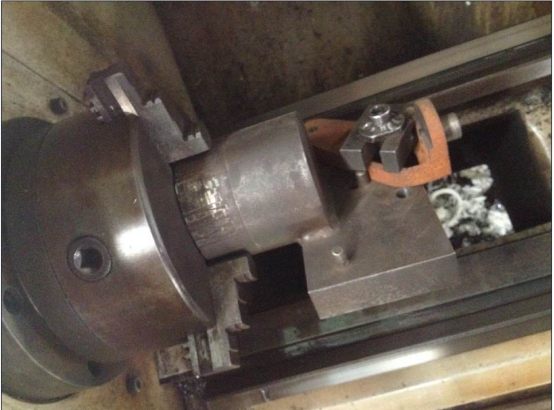

车用夹具的使用方便了零件的装夹,保证了零件的质量同时加快了加工速度,确保了关键尺寸端面到φ8.5孔87.85mm的稳定性。



